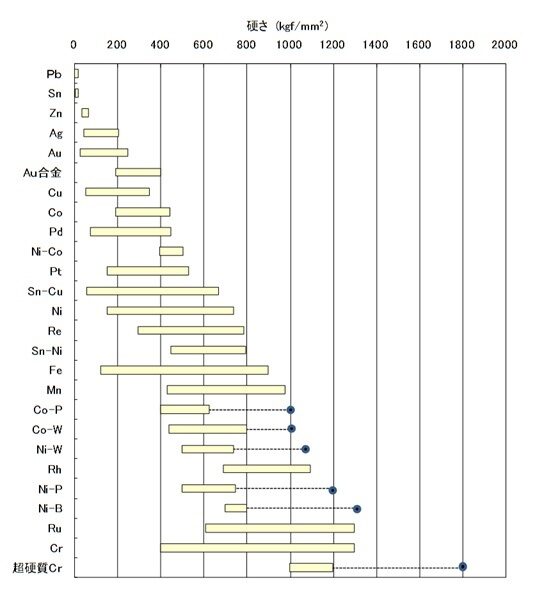
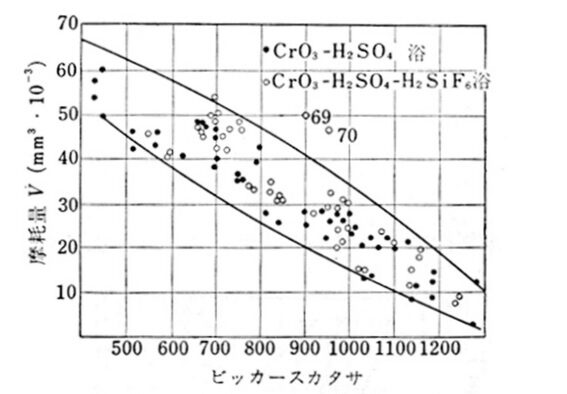
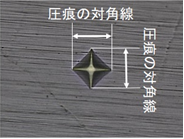
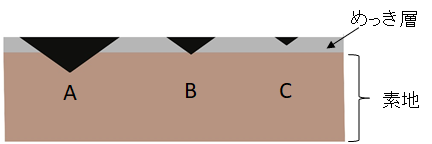
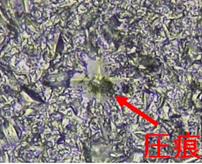
硬質クロムめっき 硬さ 冶金学的製法で作られた金属よりも、めっきで析出した金属皮膜の方が硬くなることが一般的です。冶金学的に作製された金属クロムの硬さは200~350kg/mm2ですが、クロムめっき皮膜は700~1000kg/mm2の硬さを示します。硬質クロムめっきの硬さは、JIS H8615でビッカース硬さHV750以上であることと定められており、工業的にはHV850前後のものが多く用いられています。硬質クロムめっきは、単一金属で析出させるめっきの中でもっとも硬いですが、合金めっきの中には硬質クロムめっき以上の硬度を有しているものも存在します。例えば、超高硬度クロムめっきはクロム系合金めっきであり、硬さはめっきしたままでHV1000、熱処理を施すとHV1800へと硬化します。 冶金学的製法による金属とめっきで作製した金属の硬さ 1.硬質クロムめっきの硬さと耐摩耗性の関係 一般的に硬さと耐摩耗性には相関があり、硬さが増大するに従って摩耗量は減少します。硬質クロムめっきも硬さが増大すると耐摩耗性が向上する傾向があります。しかしながら、耐摩耗性は硬さ以外の因子の影響を受けるため、硬い皮膜だから必ずしも耐摩耗性が優れているとは限りません。例えば、摩耗で発生した硬質微粒子が、摩耗箇所で研磨材の役割を果たし、耐摩耗性を悪くすることもあります。 硬質クロムめっきの硬さと耐摩耗性の関係I.R.Weiner and A.Walmsley,”Chromium Plating”,Finishing Pub.Ltd(1980) 2.熱処理温度と硬質クロムめっきの硬さの関係 硬質クロムめっきは加熱すると軟らかくなり、加熱温度が高いほど軟化は著しくなります。これは、熱処理によって構造が変化して冶金学的に製造した金属クロムに近づいていくためと考えられています。 硬質クロムめっきの熱処理による硬さの変化 熱処理によって硬くなるクロムめっきも存在します。超高硬度クロムめっき(Cr-C合金めっき)は、加熱によって硬化します。超高硬度クロムめっきは析出時には非晶質構造であり、熱処理を施すことで結晶に変化します。この際、組織中の微小な炭素合金成分が分散強化されることによって、めっき皮膜が硬くなると考えられています。 熱処理によって硬度が高くなるクロムめっき ソリューションを詳しく見る 超高硬度クロムめっき 3.ビッカース硬さとは 硬さの測定方法には下表のものがあります。一般的には、軽荷重のマイクロビッカース硬さ試験が、硬質クロムめっきをはじめとする多くのめっき皮膜の硬さ測定に用いられます。 試験の名称測定方法 ブリネル硬さ試験 ロックウェル硬さ試験 ビッカース硬さ試験 ヌープ硬さ試験押し込み硬さ測定 ショア硬さ試験衝撃的な硬さ測定 マルテンス硬さ試験引っかき硬さ測定 ビッカース硬さ試験 ビッカース硬さ試験の工程は下記のとおりです。 1.試験片に一定荷重で正四角錐のダイヤモンド圧子を押し付けます。 2.押し当てた際にできる圧痕の対角線長さを顕微鏡で測定します。 3.荷重と圧痕の対角線長さからビッカース硬さを次の式から算出します。 HV=1854.37×P÷d2 Pは荷重[g]、dは圧痕の対角線長さ[μm] ビッカース硬さ試験のダイアモンド圧子 ビッカース硬さ試験の圧痕 3.1 測定荷重と測定精度 ビッカース硬さの測定精度は、測定条件やサンプルの状態によって大きく異なります。まず、測定荷重とめっき膜厚が硬さ測定に及ぼす影響を示します。ダイヤモンド圧子の押し付け荷重が大きくなるほど、圧痕の窪みが大きくなり、対角線の長さの読み取り精度があがるため測定精度は高くなります。しかし、荷重を大きくするデメリットもあります。荷重を大きくすると圧痕の対角線長さは大きくなりますが、それに伴って窪みの深さ方向も大きくなります。下図Aの状態になると素地に到達しているため、めっき皮膜の硬さが正確に得られません。ビッカース硬さ試験では、圧痕の対角線の長さの1.5倍のめっき膜厚がないと素地の影響を受けます。 例)めっき皮膜(HV900)を100gfと1000gfでビッカース硬さ測定する場合、必要な膜厚は次のようになります。 測定荷重必要な膜厚 100ℊf21.5μm以上 1000ℊf67.5μm以上 また、硬さ測定の荷重を大きくするとめっきが割れることがあり、正確な測定ができません。 硬さ試験による割れ 3.2表面形態と測定精度 めっきしたままの表面は、平坦なものばかりではありません。表面凹凸が大きなめっき皮膜の硬さ測定をする場合には注意が必要です。表面凹凸が大きいと歪んだり、圧痕が凹凸に埋もれて対角線を識別できません。凹凸のある表面の硬さ測定では、研磨をして表面をある程度平坦にする必要があります。 凹凸のある表面の圧痕 一定荷重を押し付けるためには、圧子と測定面は垂直に当たる必要があり、球面や円筒形の硬さ測定は難しくなります。球面や円筒形の硬さ測定をどうしてもしたい場合は、ビッカース硬さ試験の計算式に補正値を入れて算出します。 SUS304球につけた圧痕(測定時に滑っている) 4.めっき製品の硬さの品質管理 ビッカース硬さ試験の測定対象物の大きさは、試験機のステージに置ける大きさに限られます。機械部品に処理される硬質クロムめっき製品は、ステージに載らない場合がほとんどです。だからと言って、測定できるサイズまで品物を切断することも出来ないため、測定対象物と同条件で作製したサンプル板の硬さ測定で代用します。実際の品物の硬さ測定をする必要がある場合、超音波式硬さ測定器や硬度ヤスリを用います。超音波式硬さ測定器は、押し付け荷重が大きいためにめっき膜厚を多く必要としますが、大きな製品でも直接測定が可能です。また、硬度ヤスリでめっき皮膜を擦って傷が入るか否かで判断する場合もあります。いずれにせよ、品物に傷を入れる準破壊検査になりますので、硬さの品質管理方法については関係者間との取り決めが重要です。 超音波硬さ試験器 硬度ヤスリ 硬質クロムめっきTOP 硬質クロムめっきとは めっき工程 仕上げ加工 硬さ 耐摩耗性 耐食性 耐薬品性 めっき不良 品質管理 めっきの発注・設計 よくあるQ&A