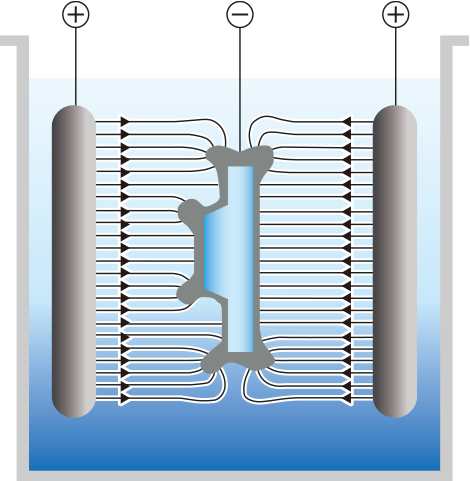
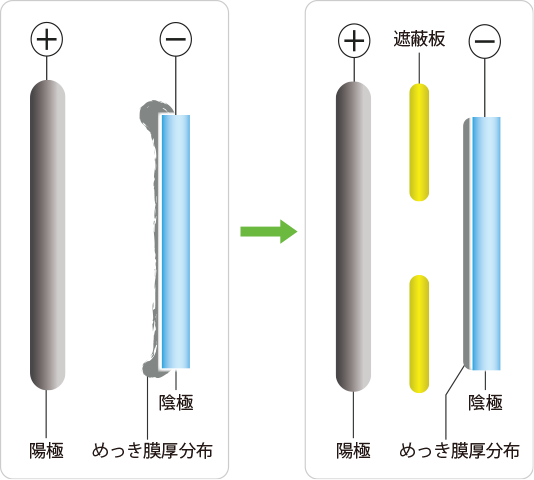
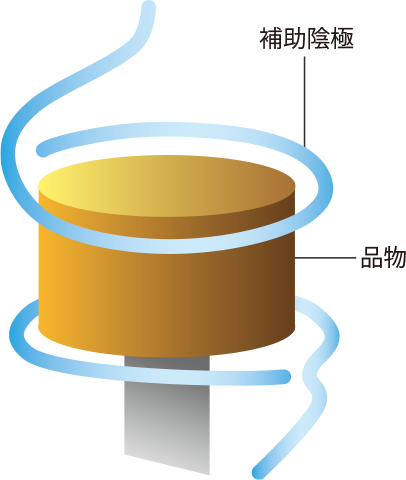
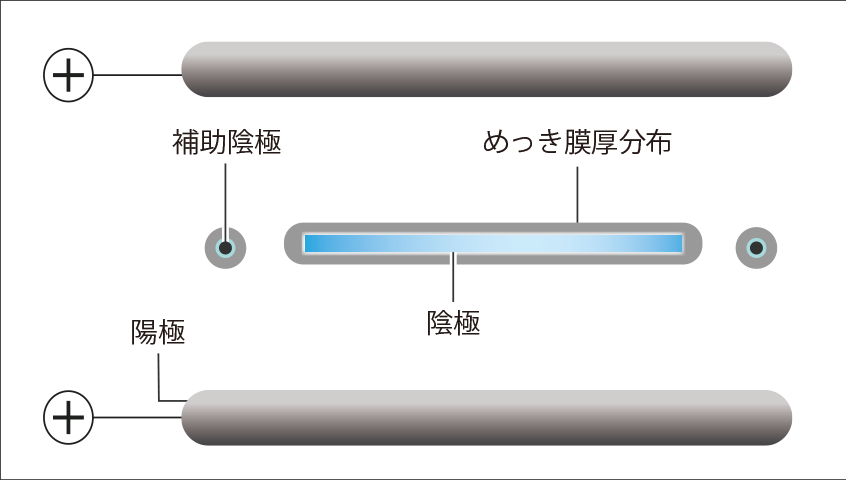
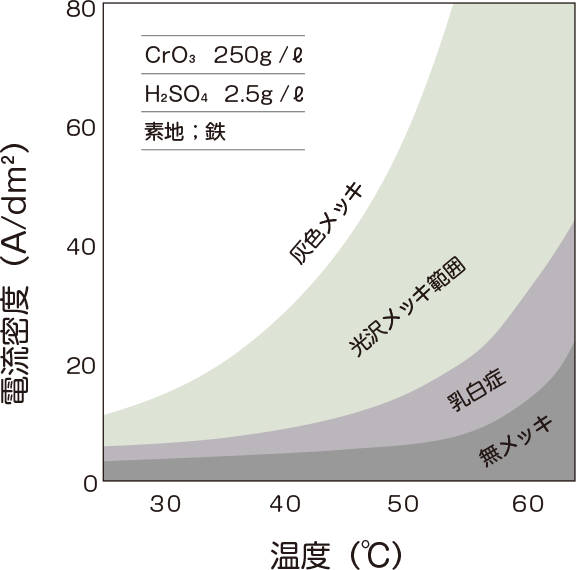
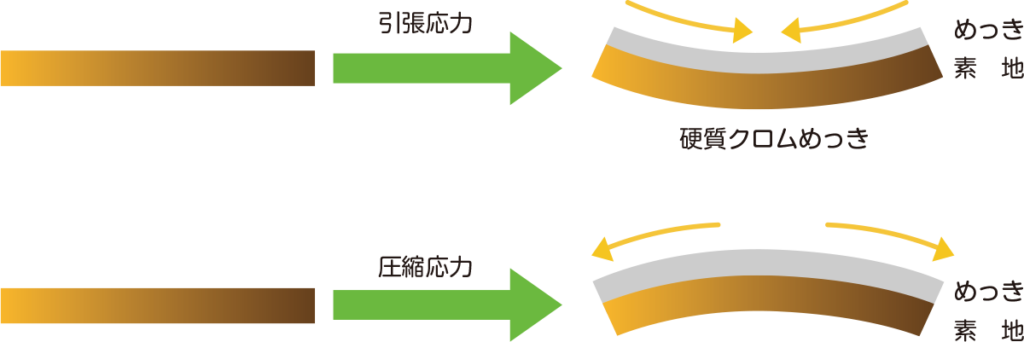
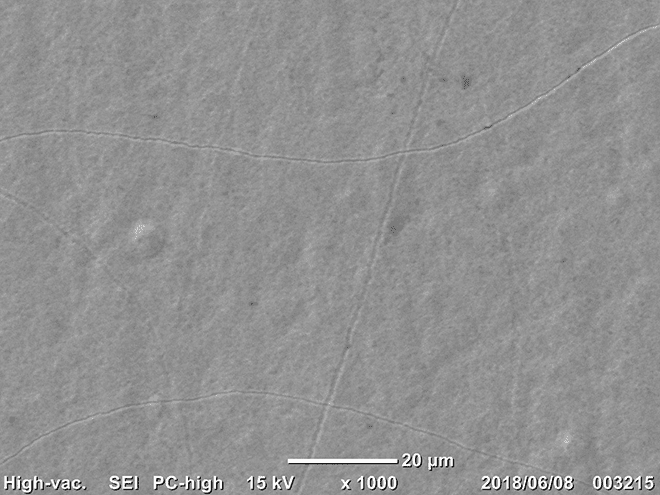
硬質クロムめっき 硬質クロムめっきとは クロムめっきには、装飾用クロムめっきと硬質クロムめっきの2種類があります。装飾用クロムめっきは、光沢ニッケルめっきなどの下地の上に0.1μm~0.5μm程度の膜厚で処理される薄い装飾用途のクロムめっきのことを言います。一方、本サイトで扱う硬質クロムめっきは、外的な摩擦や摩耗、腐食因子から素地金属を保護する目的で数μm ~100μm程度の厚膜で処理される工業用途のクロムめっきのことを指します。 硬質クロムめっきは、高硬度、耐摩耗性、耐食性等の優れた機械的特性を持つ工業用めっきの代表です。 装飾用クロムめっき (オートバイのパーツ) 硬質クロムめっき(ロール) 関連する特徴を見る 硬さ 04 耐摩耗性 05 耐食性 06 耐薬品性 07 1.硬質クロムめっきの析出機構 硬質クロムめっきでは、めっき浴中で品物に電気を流すことにより素地金属上でクロムイオンが還元し、クロム金属の皮膜を得ます。一般的に用いられているのは、無水クロム酸と触媒の硫酸から成るサージェント浴です。サージェント浴の浴組成は、無水クロム酸と硫酸の比率が100対1にした時に良好なめっきが得られます。 サージェント浴中で品物と陽極間に電気を流すと、下図に示す酸化還元反応が起こります。 酸化還元反応 陽極について ① 不溶性陽極として鉛合金を使用し ます。② 水が分解されて酸素ガスが発生します。③ 陰極で生じる3価クロムの増加を鉛陽極によって抑えることができます。*浴中の3価クロム濃度は2~7g/L程度が望ましく、3価クロムと鉄イオンの濃度の和が15g/Lを超えると光沢めっきが得られなくなる等の不具合が発生します。 陰極について ① 6価クロムイオンの還元反応と水素ガス発生反応が起こります。② 電気の大部分が水素ガスの発生に使われるため、硬質クロムめっき析出の電流効率は10~20%と低いです。③ めっき時に水素の一部は皮膜中に取り込まれ、これによってクロムめっきは硬くなると言われます。 2.硬質クロムめっきの特性 2.1 均一電着性と被覆力 品物への電流分布とめっき膜厚分布 硬質クロムめっきは、品物上での膜厚の均一電着性が非常に悪いです。このため、凹凸が大きい素地にめっきを施した場合にめっきが析出しない箇所ができたり、凸部に電気が集中してコブや焼け等が発生します。硬質クロムめっき処理の現場では、厚くて均一なめっき膜厚にするため、陽極の形や位置、遮蔽板、補助陰極や補助陽極の活用など様々な工夫をしています。 陽極の形を工夫 遮蔽板 補助陰極 2.2 硬質クロムめっきの光沢 ニッケルや銅めっきとは異なり、硬質クロムめっきは光沢剤を添加せずに光沢めっきが得られます。浴の組成としては、無水クロム酸と硫酸の比率が100対1の時に光沢範囲が最も広くなります。また、光沢めっきを得るにはめっき浴の温度や電流密度、不純物濃度等の管理が重要です。 2.3 硬質クロムめっきの内部応力 めっきを処理した場合、下図のように素地を収縮させる方向に働く力(引張応力)、あるいは伸ばす方向に働く力(圧縮応力)が発生します。硬質クロムめっきは大きな引張応力を有しており、素地金属との密着性を確保するには特別な前処理が必要です。 2.4 硬質クロムめっきのクラック 硬質クロムめっきが成長すると、ある膜厚以上で内部応力に耐えられなくなりマイクロクラックを生じます。このため、硬質クロムめっきは、不連続なクラックが内在した皮膜となります。クロムめっきの耐食性を十分に活かすためには、クロムめっきをバフ研磨し、表面に露出したクラックを埋める工夫が必要です。クラックを閉孔したクロムめっきは不動態膜の性能が活かされて高耐食性を示すようになります。 硬質クロムめっきのSEM像 表面観察 断面観察 一方、クロムめっきのクラックを利用し、滑り性や耐摩耗性を付与した表面処理もあります。 ソリューションを詳しく見る 非粘着性・離型性クロムめっき 高耐食性クロムめっき 硬質クロムめっきTOP 硬質クロムめっきとは めっき工程 仕上げ加工 硬さ 耐摩耗性 耐食性 耐薬品性 めっき不良 品質管理 めっきの発注・設計 よくあるQ&A