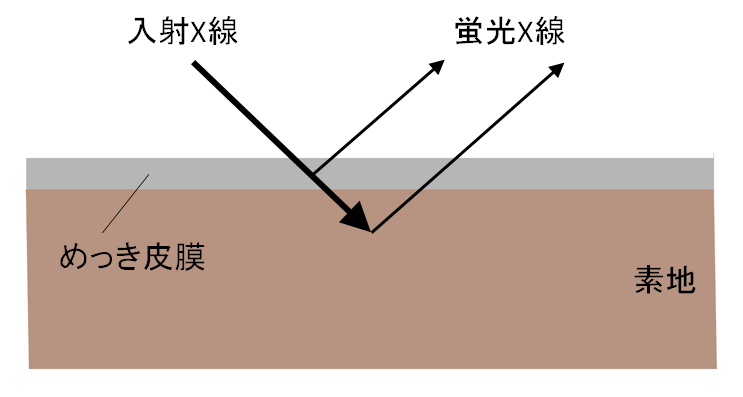
めっきの基礎知識 めっき製品の品質 JIS規格 めっき製品の品質管理項目の中には、JISで定められているものがあります。JISで定められた品質管理方法のほとんどがめっき製品を破壊しなければならないため、テスト品やサンプル板で代用します。多々ある品質管理項目の中で、使用用途に適した項目を選択することが重要です。ここに、工業用めっきの硬質クロムめっきとニッケル、ニッケル/クロムめっきでJIS規格が定められている項目をまとめています。 品質管理項目硬質クロムめっき (工業用クロムめっき) JIS H8615 ニッケルめっき ニッケル/クロムめっき JIS H8617 めっき膜厚JIS H8501 (めっきの厚さ試験)JIS H8501 (めっきの厚さ試験) 耐食性JIS H8502 (中性塩水噴霧試験) JIS H8502 (中性塩水噴霧試験、キャス試験、酢酸酸性塩水噴霧試験、コロードコートまたはフェロキシル試験) 耐摩耗性JIS H8503― 密着性JIS H8504 (砥石試験、折り曲げ試験、引張試験のいずれか)JIS H8504 硬さJIS Z2244(ビッカース硬さ試験)ー 1.めっき膜厚の管理(JIS H8501) めっき製品の膜厚管理は、マイクロメーターとダイヤルゲージを用いて行われています。ここでは、JIS H8501で定められている膜厚管理の顕微鏡断面試験、電解式試験、渦電流式試験、磁力式試験、蛍光X線試験について説明します。 1.1 顕微鏡断面試験方法 めっきの垂直断面を顕微鏡で観察してめっき膜厚を求める試験方法で、めっき面が垂直になるように合成樹脂に埋め込んで、顕微鏡で明瞭に観察できるように研磨します。この方法は、破壊試験で、顕微鏡観察のための試料作製に手間がかかります。 膜厚観察のための断面サンプル 1.2電解式試験方法 定電流電解によって微小な一定面積を陽極溶解し、素地が露出するまでに要する時間がめっき膜厚に比例することを応用して膜厚を求める試験方法です。めっきが溶解して素地が露出していくと電位が急激に変動し、終点を判断することができます。めっきの種類と金属素地によって、適した電解液を選択しなければなりません。この方法は、微小痕ですが破壊検査です。また、めっき面が平面であれば測定しやすいですが湾曲していると正しく測定できない場合があります。 電解式膜厚計 1.3渦電流式試験方法 プローブに高周波電流を流し、めっきの表層部に渦電流を生じさせることで、電導度、厚さ及び形状などによって変化する渦電流を測定し、めっきの膜厚を求める試験方法です。なお、素地とめっきの電導度に十分な差がない場合は、得られる膜厚の精度が悪くなったり測定不可となります。 1.4磁力式試験方法 磁性素地金属上の非磁性めっきの膜厚の違いによって変化する磁石と素地との磁気的引力の変化量、またはめっきと素地とを通過する磁束の磁気抵抗を測定し、めっきの膜厚を求める試験です。アルミニウムや銅、SUS304材などは非磁性金属のため、これら素材上のめっきの膜厚測定はできません。 1.5蛍光X線式試験方法 めっき面にX線を照射し、めっきおよび素地から放射される蛍光X線量を測定してめっきの膜厚を求める試験方法です。めっき皮膜の膜厚は、約20μm以下が対象となります。蛍光X線装置内に収納できる大きさ、重量の品物であれば非破壊で測定することが可能です。 蛍光X線法 2.めっきの耐食性(JIS H8502) 耐食性試験は破壊検査であるため、実めっき製品の全てを評価することはできません。このため、抜き取り製品や同条件でめっきしたサンプル板で評価します。硬質クロムめっきは中性塩水噴霧試験、ニッケルやニッケル/クロムめっきは中性塩水噴霧試験、キャス試験、酢酸酸性塩水噴霧試験、コロードコート試験またはフェロキシル試験で評価します。 中性塩水噴霧試験・キャス試験・フェロキシル試験の詳細について 塩水噴霧試験はめっきの耐食性試験としては最も一般的ですが、腐食力が弱いため耐食性目的で使用されるめっきの評価には長期間を要します。そのような場合は、腐食液に酢酸と酸化剤の塩化第二銅を添加し、試験温度を50℃に上げたキャス試験によって評価することもあります。ここでは、耐食性試験で得られた結果の評価について説明します。 2.1レイティングナンバ 試験片の評価対象面の腐食発生状態を目視によって、レイティングナンバ標準図と照合して耐食性を評価します。レイティングナンバは下表のように10から0に区分され、10に近いほど高耐食性を示しています。ニッケルめっき、ニッケル/クロムめっきにおいては、レイティングナンバ9以上であることがJIS規格で定められています。 全腐食面積率/%レイティングナンバ 0.0010 0.00を超え0.02以下9.8 0.02を超え0.05以下9.5 0.05を超え0.07以下9.3 0.07を超え0.10以下9.0 0.10を超え0.25以下8 0.25を超え0.50以下7 0.50を超え1.00以下6 1.00を超え2.50以下5 2.50を超え5.00以下4 5.00を超え10.00以下3 10.00を超え25.00以下2 25.00を超え50.00以下1 50.00を超えるもの0 3.めっきの耐摩耗性(JIS H8503) JISで定められているめっきの耐摩耗試験には、砂落し摩耗試験、噴射摩耗試験、往復運動摩耗試験、テーバー式摩耗試験、アムスラ式摩耗試験があります。これら全ての耐摩耗試験が、破壊検査であるため品物と同条件でめっきしたサンプル板を用いて評価します。工業用めっきの耐摩耗試験には、テーバー式摩耗試験が最も用いられています。 テーバー式摩耗試験について テーバー式摩耗試験の評価は、試験前後の重量差を測定して次の式から算出した耐摩耗性、または一定の試験回数後の素地の露出の有無を目視で確認することによって行われます。 WR=N/(w1-w2) WR:耐摩耗性 (回/mg)、w1:試験前の試料の質量(mg)、w2:試験後の試料の質量(mg)、N:試験回転数(回) 4.めっきの密着性(JIS H8504) めっきの密着性試験は定性的なものがほとんどです。このため実めっき製品の品質としては示しにくく、目視による剥がれなどの異常がないことで対応されます。難めっき素材上のめっき皮膜、めっき製品が使用される環境や過酷な条件で使用する場合には、めっき条件の確立のため密着性を調べます。ここでは、硬質クロムめっきとニッケル、ニッケル/クロムめっきに適応される折り曲げ試験について説明します。 4.1折り曲げ試験方法 曲げ半径4~10mmの当て金でしっかりと挟んで固定し、90度に曲げてから戻す動作を繰り返し行い、剥離の有無などを確認して素地とめっき皮膜の密着性を評価します。曲げ回数は、めっきの種類、製品の使用状態などによって適宜決めます。 折り曲げ試験後のサンプル(密着不良) 5.めっきの硬さ 硬さ試験には、ブリネル硬さ試験、ロックウェル硬さ試験、ビッカース硬さ試験、ヌープ硬さ試験、ショア硬さ試験、マルテンス硬さ試験があります。工業用めっきの硬さ試験にはビッカース硬さ試験を用いることが多いですが、ビッカース硬さ試験はダイヤモンド圧子を1~120kgfの荷重で押し付けるため、薄膜めっきには不向きでした。現在は、軽荷重(10~500kgf程度)なマイクロビッカース硬さ試験が用いられます。 ビッカース硬さ試験について 6.めっき前の応力除去のための熱処理条件(JIS H8615付属書3(参考)) 硬質な鉄鋼素地では加工応力の除去を目的として、めっき前の熱処理条件がJISで定められています。 めっき前の応力除去の熱処理条件 引張強さ/MPa温度/℃時間/h 1050までーー 1051~1450190~2201 1451~1800190~22018 1800超190~22024 7.めっき後の水素ぜい性除去のための熱処理条件(JIS H8615付属書4(参考)) 硬質クロムめっきは水素が吸蔵され、高強度鋼のように引張強さの高い鋼では水素ぜい性割れが起こる懸念があります。これを防ぐためには、めっき後に熱処理を施すことが望ましいです。 めっき後の水素ぜい性除去の熱処理条件 引張強さ/MPa温度/℃時間/h 1050までーー 1051~1450190~2202以上 1451~1800190~2206以上 1800超190~22018以上 めっきの基礎知識TOP めっき皮膜の種類 めっき方法 量産化の設備 めっきの表面機能性 めっき工程 めっきの析出理論 めっき製造設計の知識 めっき製品の品質 めっきの技術用語