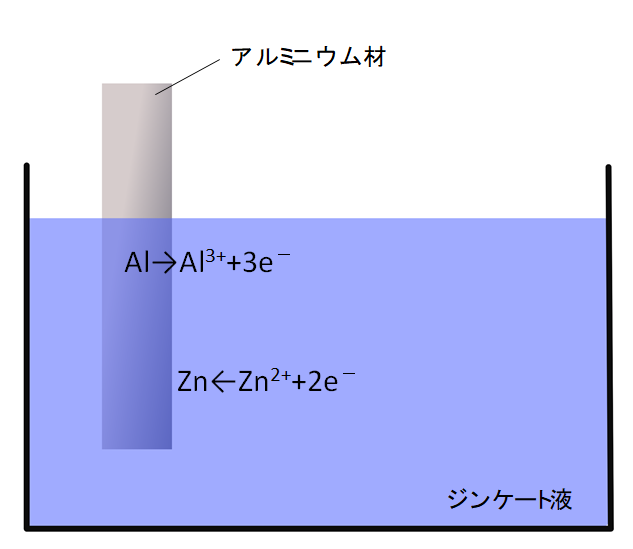
めっきの基礎知識 めっき工程 めっき工程は、めっきの種類や素地の材質によって異なります。一般的なめっき工程は、次のような順序で行われます。 素地加工 素地のグラインダー研磨・バフ研磨・鏡面研磨・サンドブラスト等 素地加工とは 前処理 脱脂洗浄・酸処理・特殊な素地の前処理 めっき 各種目的に応じためっき処理 後処理 熱処理(脱水素、硬度改質)・化成処理 仕上げ加工 めっき皮膜のグラインダー研磨・バフ研磨・鏡面研磨・サンドブラスト等 仕上げ加工とは ここでは、前処理と後処理について詳しく説明します。 1.前処理 めっきの前処理は、素地とめっき皮膜との密着性を確保するための重要な工程で、密着性は前処理で決まると言っても過言ではありません。めっき皮膜との密着を阻害する汚れや酸化皮膜は、それぞれ脱脂洗浄と酸処理で除去します。特に、素地金属の種類と加工に応じて最適な前処理を行わないとめっきの密着性は得ることができません。 1.1 脱脂洗浄 油脂には、鉱物性油脂と動物性油脂があります。鉱物性油脂は溶剤や界面活性剤を用いることで容易に除去できます。以前は塩素系有機溶剤が使用されていましたが、オゾン層の破壊や毒性の問題から、現在は炭化水素系溶剤を主に用いて除去しています。一方、動物性油脂は、アルカリと反応させることで、せっけんとグリセリンに分解され、水に溶けて除去できます。アルカリ脱脂の方法としては、浸漬脱脂と電解脱脂があります。 アルカリ浸漬脱脂 アルカリ洗浄液を加温して使用アルカリ度が高いほど洗浄効果アップ(素地金属への影響も大きくなる)油脂をけん化して取り除く アルカリ電解脱脂 仕上げ脱脂として使用発生するガスで洗浄陰極電解脱脂と陽極電解脱脂、陰極電解と陽極電解をを交互に接続するPR電解脱脂がある 各脱脂の特徴 陰極電解脱脂陽極電解脱脂PR電解脱脂 目的脱脂、脱スケール脱スマット脱脂、脱スケール、脱スマット 発生するガス水素ガス酸素ガス水素ガスと酸素ガス ガス発生比211~2 スマットの生成〇✕〇と✕ 汚れ再付着と 酸化被膜形成再付着酸化被膜形成再付着と酸化被膜形成 水素脆性起こる起こらない少ない 1.2 酸処理 めっき前の素地に付着している物質には、油脂や油性の汚れ以外に酸化皮膜があります。酸化皮膜を除去しないでめっき処理すると、密着不良が発生したり、そもそもめっきが析出しなかったりします。また、素地や加工履歴によって形成されている酸化皮膜の特性は異なります。このため、その性質を理解し、金属の状態に適応した酸処理をすることが重要です。酸には酸化性と還元性があります。酸化しやすい素地を酸化性の酸で洗うと不動態化(パッシベーション)して酸化皮膜がより強固になって除去しにくくなります。また、酸洗いでは素地を過剰に攻撃させないために酸に腐食抑制剤を添加します。 酸の種類代表的な酸適応している金属 酸化性の酸硝酸 クロム酸 リン酸 濃硫酸銅および銅合金 還元性の酸塩酸 フッ酸 希硫酸クロム ステンレス 酸処理の種類目的 酸洗い熱処理や高温加工で形成された厚い酸化被膜もしくは錆の除去を目的とし、比較的長時間、酸溶液に浸漬します。 酸活性大気環境下で素地に形成された薄い酸化被膜や不働態膜を取り除く目的で行います。 酸エッチング冷間加工等によって生じた加工変質層を除去する目的で行います。 1.3 鋳鉄素地の前処理 一般的な鋼材よりも炭素やケイ素の含有量が多い鋳鉄は、密着不良や無めっき等の問題が発生する確率が高い素材です。炭素量が多い鋳鉄を酸処理すると、スマットが多量に生じるため注意が必要です。強固な酸化皮膜が存在する場合は、ショットブラストやサンドブラストにより機械的に除去します。 1.4 アルミニウムおよびアルミニウム合金素地の前処理 アルミニウムは容易に酸化され、強固な酸化皮膜を形成するため、素地とめっき皮膜の密着を確保することが難しい金属です。アルミニウム素地の前処理として用いられているのが、ジンケート処理(亜鉛置換めっき)です。 ジンケート処理(亜鉛置換めっき) アルミニウム表面が溶解し、放出された電子を受け取ってジンケート液中の亜鉛イオンが還元されて亜鉛めっきが析出します。ジンケート処理は1回置換よりも2回置換させた方が密着性が得られます。 2.後処理 めっきの後処理には、脱水素や硬度改質を目的とした熱処理と化成処理があります。 2.1 脱水素(水素脆性除去)処理 水素脆性とは水素発生を伴う前処理やめっき工程において、鉄鋼素地が水素を吸蔵してもろくなることを言います。吸蔵された水素は熱処理で追い出すことが可能なため、めっき後できるだけ速やかに熱処理(ベーキング)を行います。 硬質クロムめっきの熱処理条件についてはこちら(JIS H8615付属書4(参考)) 2.2 硬度改質 無電解ニッケル-リン合金めっきは、析出時の硬度がHV500程度です。この皮膜を熱処理すると金属組織の変化によって硬度が上昇し、400℃でHV1000弱程度に硬くなります。 無電解ニッケルーリン合金の硬さと伸びに及ぼす熱処理温度の影響現代めっき教本 p.315から引用 2.3 化成処理 化成処理とは、化成処理液に金属を浸漬することによって、金属表面で化学反応を起こさせて、不要性の生成物を金属表面に形成させる処理のことです。代表的なものとしては、亜鉛めっきやアルミニウム合金へのクロメート処理があります。 めっきの基礎知識TOP めっき皮膜の種類 めっき方法 量産化の設備 めっきの表面機能性 めっき工程 めっきの析出理論 めっき製造設計の知識 めっき製品の品質 めっきの技術用語