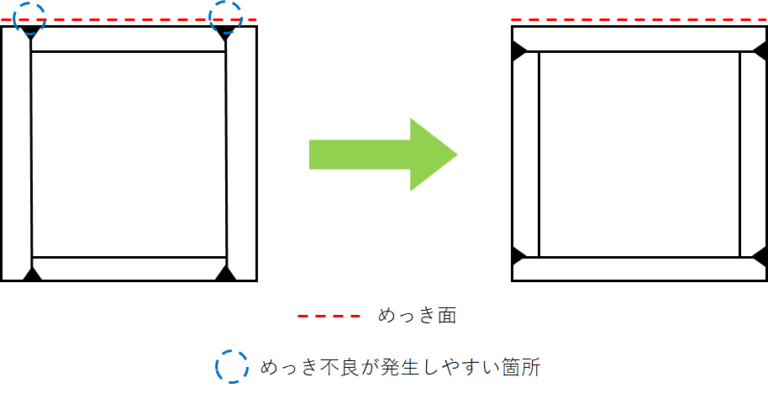
めっきの基礎知識 めっき製品設計の知識 めっき処理する製品を設計する段階で知っておくと便利な知識がいくつかあります。これら知識を反映させて製品の図面を作成すると、発注者とめっき業者とのトラブルを回避でき、発注が円滑に進みます。 1.めっきの目的 どのような目的でめっき処理をするかを明確にしておかなければ、数あるめっきの種類の中から目的に合ったものを選択することはできません。 めっきの種類目的 クロム装飾・耐摩耗・耐食・肉盛など ニッケル装飾・耐食・耐摩耗・耐熱・電鋳など 無電解ニッケル装飾・耐食・耐摩耗・非磁気性・ハンダ付け性など 銅導電性・熱拡散・ろう付けなど 亜鉛防食など 金装飾・導電性・低接触抵抗低・ボンディング性など 銀装飾・導電性・抗菌性など 2.設計部品の形状 めっき処理をする部品を設計する上で、部品の形状がめっきに及ぼす影響をまとめました。 2.1 角部 被めっき物に直角または鋭角な部分があると電気が集中してめっきのコブや焼けが発生したり、後加工の際にその部分のめっきが欠ける恐れがあります。めっきが必要な範囲に角部がある場合、C面(角を削り落とす加工)またはR面(角を丸める加工)にすることで防ぐことができます。 2.2 厚さ 被めっき物が薄い板状の場合、めっき処理をすると内部応力によって湾曲する恐れがあります。めっきの種類や膜厚、被めっき物の素材にもよりますが、薄い板にめっきを処理する場合は注意が必要です。 2.3 内径や狭小部 被めっき物の内径や狭小部への電気めっき処理の場合、陽極や補助陽極が設置できる空間があればめっきを析出させることはできますが、設置できない内径や狭小部になるとめっきが析出しなくなる可能性があります。また、めっきが析出したとしても後加工が難しく、希望する精度で仕上がらない可能性もあります。 2.4 溶接 めっき範囲内に溶接箇所があると溶接の巣穴等が原因となり、めっきに欠陥が生じる場合があります。可能であればめっき範囲外に溶接箇所を設け、どうしても避けられない場合は溶接箇所をめっき業者に示して素地加工時に対処することで不良発生を抑えることができます。また、異種金属の溶接部ではめっきの密着不良を起こす恐れがあり、特別な前処理が必要となる場合があります。 3.設計部品の材質 めっき処理をする部品を設計する上で、部品の材質がめっきに及ぼす影響をまとめました。材質によっては目的のめっきができない可能性もあり、とても重要な項目の1つです。 3.1 材質 めっきの密着性は素地の材質によって大きく異なります。前処理等の工夫をしても良好な密着が得られない材質や素地欠陥の多い場合は、めっきができないこともあります。 3.2 異種金属 異種金属で構成されている部品の場合、めっき不良が発生する可能性があります。めっき加工では、材質によって電解条件を変えますが、異種金属では電気伝導率が異なるので不具合が生じやすくなります。 3.3 熱処理 高硬度や靭性を目的として熱処理した部品は、めっき前に特殊な加工が必要な場合があります。 4.設計部品の品質 めっき処理をする部品を設計する上で、各品質管理項目の詳細を決めておくことは重要です。 4.1 めっきの範囲 めっき処理の範囲を図面に明確に指示することで、発注者とめっき業者とのトラブルを防ぐことができます。 パターン1 C面部まで パターン2 側面の一部まで パターン3 側面全面 電気めっき処理の場合に注意しなければならないのは、陰極との電気伝導接点部を念頭においてめっきの範囲を指示することです。通常、品質保証外の部分で接点を取り、めっきを処理します。めっき範囲を部品全面にしてしまうと接点が取れなくなり、一度でめっきが完了せずにめっきを2~3回に分けるためコストアップになります。 4.2 めっき膜厚 めっきの範囲を決めた後は、必要なめっき膜厚を決めます。めっき膜厚を多くすると応力や加熱による割れを起こす可能性があるので注意が必要です。 4.3 寸法精度 公差を厳しく指定するとコストアップだけでなく、加工の可否にも繋がります。無理のない設計精度を設けることが必要です。 4.4 仕上げ加工 めっき製品の使用目的によって、仕上げ加工が変わります。仕上げでは、指定面粗度や光沢度の詳細な指示が必要です。 仕上げ加工はこちら めっきの基礎知識TOP めっき皮膜の種類 めっき方法 量産化の設備 めっきの表面機能性 めっき工程 めっきの析出理論 めっき製造設計の知識 めっき製品の品質 めっきの技術用語