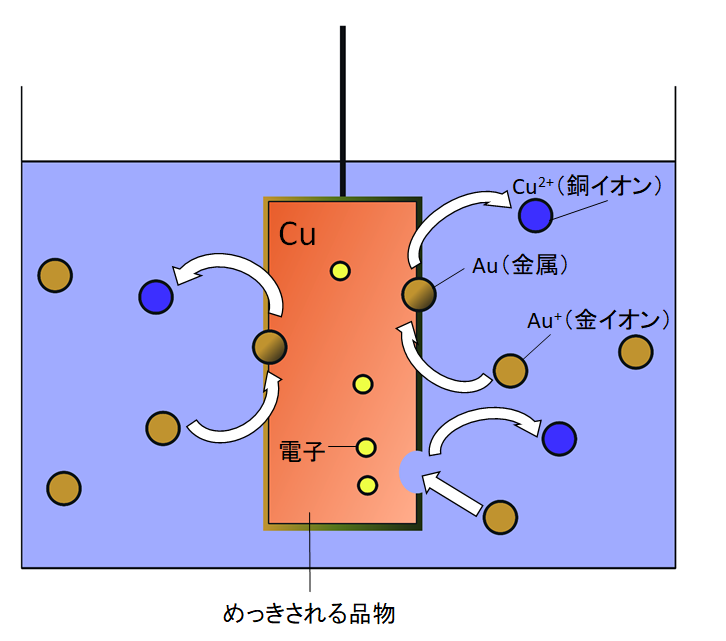
めっきの基礎知識 めっき方法 めっき方法は、電気めっきと無電解めっきに大別されます。電気めっきは、外部電源を用いて、各種素材上に金属めっき皮膜を成膜する技術です。一方、無電解めっきは、外部電源を用いずに金属めっき皮膜を成膜する技術で素地金属の溶解を用いる置換型と還元剤を用いる自己触媒型があります。 1.電気めっき 電気めっきは外部電源から供給された電子によって、溶液中の金属イオンが還元され、めっきが析出します。電気めっきを析出させる品物は導電性があり、めっき時には陽極、直流電源による電気回路を用います。めっき速度は比較的早く、膜厚は流した電気量でコントロールすることができ、厚いめっきも容易に作製できます。一方、陽極と品物との距離によって角各位置で流れる電気量が異なるため、凹凸が大きな形状や角部、穴付近には均一な膜厚を析出させるのは苦手です。特に、小さな穴の中のように陽極を近傍に設置できない箇所へのめっき析出は難しいです。 硬質クロムめっき 酸化反応Pb+2H2O→PbO2+4H++4e–Cr3+→Cr6+2H2O→4H++O2+4e– 還元反応Cr6+→Cr3+→Cr2H++2e–→H2 2.置換めっき 置換めっきは貴な電位(イオン化傾向が小さい)を持つ金属イオンを含むめっき液に卑な電位(イオン化傾向が大きい)を持つ金属素地を浸漬させることで、素地金属の溶解に伴って生じた電子が水溶液中の金属イオンを還元してめっき皮膜が析出します。この場合、陽極、電源、電源回路は必要ありませんが、素地が析出しためっき膜厚によって完全に被覆された時点でめっき反応が停止します。そのため、薄い皮膜しか析出しません。また、めっき液中の金属イオンと金属素地との電位差が大きいほど、めっき速度が速くなり、多孔質で密着力の乏しい皮膜になりやすいです。一方、電位差が小さい場合や差が逆になると置換めっきが起こりません。そのため、置換めっきは金属イオンと金属素地との組み合わせが重要です。 置換金めっき 酸化反応Cu→Cu2++2e– 還元反応Au++e–→Au 3.無電解めっき 無電解めっきは置換めっきと同様に陽極、電源、電気回路を用いる必要はなく、品物を浸漬するだけでめっき反応が始まります。この場合、めっき液中に含まれる還元剤の酸化反応によって生じる電子がめっき液中の金属イオンを還元し、めっき皮膜が析出します。電子が還元剤から供給されるため、還元剤からの電子が供給されている限り、析出反応は止まらないので、任意の膜厚の皮膜を形成できます。また、凹凸が大きな形状や角部や穴付近、穴の内部であっても均一な膜厚でめっきを析出させることができます。さらに、プラスチックなどの不導体であっても適切な前処理を施すことによりめっきが可能です。この方法は、めっき中の浴成分の変動が大きいため、浴管理を厳密に行う必要があります。また、還元剤の酸化成分が蓄積するため、浴寿命があり、浴コストが高くつきやすい欠点があります。 無電解ニッケルめっき 還元剤の酸化反応H2PO2–→H2PO3–+2e– 還元反応Ni2++2e–→Ni H2PO2–:還元剤 めっきの基礎知識TOP めっき皮膜の種類 めっき方法 量産化の設備 めっきの表面機能性 めっき工程 めっきの析出理論 めっき製造設計の知識 めっき製品の品質 めっきの技術用語